
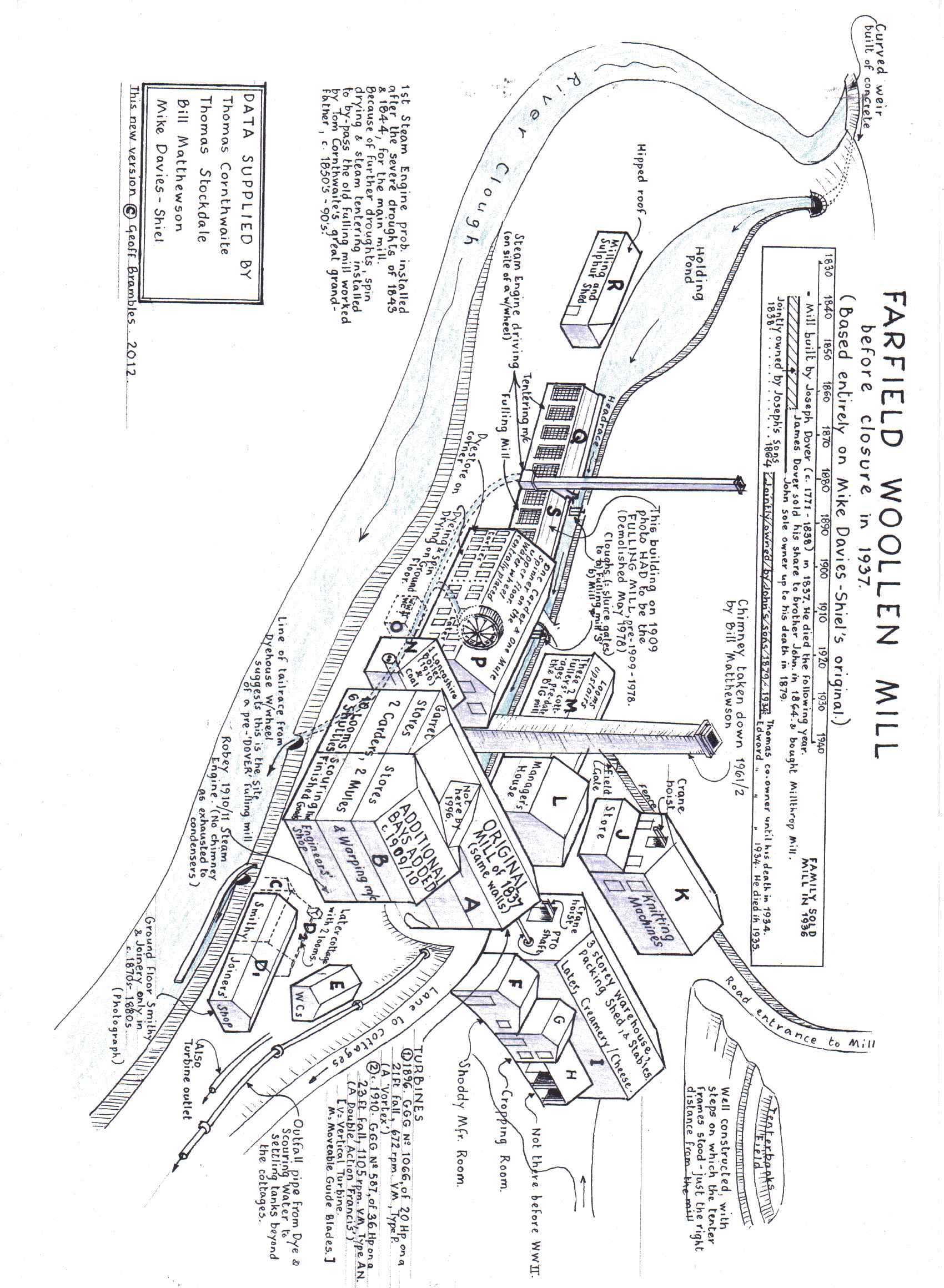
(Re-drawn by Geoff Brambles from the original by Mike Davies-Shiel)
(Click here to see photos of the mill in the 20th century)
Derek Bird – retired textile engineer and historian – gave these thoughts on the drawing
1. Mill Layout
How wonderful it is to have this clear, detailed and stylish drawing of Farfield Mill, a most interesting set of buildings. It is surely stating the obvious to observe that, if you were to build a woollen mill today, you would not build it like this. But that does not diminish the importance of Farfield Mill, rather it greatly increases it. It shows that Farfield was very much ‘of its time’. A difficult site for building, in a remote location, was selected because of the source of power, the River Clough. As pointed out by Maureen Lamb in The Story of Farfield Mill Restoration, the coming of turnpike roads in the eighteenth century facilitated the location of textile mills where water power was plentiful, through the significant reduction of time and cost of transport for raw materials and finished goods.
On first inspection, the arrangement of buildings and processes appears haphazard, but there are good reasons for it. Even in urban areas, a large proportion of 19th and 20th century factories for many industries grew piecemeal, starting from small beginnings, with more buildings added as the business expanded. This incidentally was one reason for the popularity of centrally-controlled electric clock systems. Exceptions to this occurred when an industry experienced ‘boom’ conditions, notably in the case of cotton, where huge spinning mills were built in the late 19th and early 20th centuries. Even then, to minimise land use, multi-storey buildings were preferred.
2. Arrangement of Processes
As regards the siting of machinery, this can be explained with a little thought. Wet processes (raw wool scouring, dyeing, wet finishing etc) must of necessity be at ground level, for the ready disposal of effluent. Ideally, as steam was often liberated in copious quantities at these processes, they should be performed in single-storey premises with roof ventilation. But that was far from universal even in major textile centres such as the West Riding. In this drawing, wet processes are located in ground floor or semi-basement rooms in mills A-B, M (?) and P but, to maximise land usage, all these buildings have at least two stories, with processing upstairs.
Mills R and S do have wet processes in single-storey buildings. S appears to have been the site of an early fulling mill, but whether this process, using fulling stocks, was still going on there in the 20th century, is not immediately clear. R is shown as the “Milling and Sulphur Shed”. The terms “milling” and “fulling” both refer to a process in which the thickness and ‘body’ of the cloth was increased (as the width and length were reduced) through the use of water, soap or other ingredients and mechanical action, using the natural felting properties of wool which result from the surface characteristics and ‘directional friction effect’. Fulling is the term more often used where the original fulling stocks were employed, whereas milling usually refers to the use of rotary milling machines. After fulling/milling the cloth would be thoroughly washed to remove soap etc.
Sulphur stoving was sometimes used as a cheap but not very permanent bleaching process, where a particularly white appearance or bright colours were required. Burning sulphur in a moist atmosphere generated sulphur dioxide gas, the bleaching agent. The material was treated either as dampened cloth or as yarn in the form of hanks, which were hung in rooms with a stove, which was charged, lit and the room door sealed until all the sulphur was consumed. Later, fabric was treated with sulphur dioxide solution in a dolly machine. Sulphur bleaching could also be carried out using dilute sulphuric acid, with sodium bisulphite solution in a winch machine or jigger.
Weaving should also preferably be carried on in ground-floor sheds with roof lights, due to shock loading on the floor and the need for plenty of light on the work. Mill A-B had looms at ground floor level but M shows “looms upstairs”. Again, some West Riding mills had looms in multi-storey premises, such as at Perseverance Mills, Wibsey (where the writer’s grandfather established a commission weaving business around 1950) and Soho Mills, Thornton Road, Bradford, where early 19th century Lancashire looms were still to be seen (long disused) in one room as late as the 1960’s. The looms in A-B are shown as having “6 shuttles” which, if it refers to 6×6 shuttle boxes, would have been very remarkable for woollen looms, but not unknown. It would have allowed great scope for the design of fancy fabrics. It is of course theoretically possible to use up to seven shuttles in a 4×4 box loom, but there are restrictions to their use and in any case it would not be remarked on in a mill inventory.
Reference to “Carders” on level 2 of A-B and to top floor of P is rather puzzling. It is assumed that this in fact refers to cards, ie carding machine setts, each with scribbler and carder. Terminology use in the more remote locations was often idiosyncratic. In a vertically-orientated industry it made good sense to place carding and spinning machinery together, even though different foremen might be responsible for the processes. As soon as a blend was available it would be carded and spun, then progress to fabric production, to fulfil a specific customer order, or mill order for a stock line. Traditional worsted spinning mills were organised quite differently, with separate drawing and spinning rooms. Large order weights might be committed to the drawing dept and processed through to roving, to cover customer contracts. As yarn deliveries were called off, rovings were taken from stock and spun to meet customer specifications. ‘Cellaring’ of rovings improved spinning power but, as material costs escalated, this became less attractive and ‘units of drawing and spinning’ under one overlooker became more common.
The fact that the drawing of Farfield Mill shows only three setts and three “mules”, with an aggregate spindleage probably less than 1000, would make this a small mill by the standards of the principal textile areas. However, significantly smaller outfits prospered in the Welsh Woollen Industry and indeed the flexibility which such units conferred to the woollen trade generally was one of its greatest strengths. Many cotton mills had more than 100,000 mule spindles, but it is of no consequence if the person sitting next to you has a white cotton shirt like your own. Identical sports jackets, on the other hand, would embarrass both wearers!
A-B Level 2 is shown as having two card setts, two mules (assumed to be one pair of facing machines) and a warping machine. The latter process was almost certainly in what is now the Howgill Room, where it could be protected from the fly waste liberated in carding and spinning, which would otherwise settle on yarn packages and guides in the creel, leading to end breaks and faults in the cloth.
Although woollen yarns (unlike worsteds) were often used as singles warp and weft, which was possible as the random fibre arrangement meant that surface fibres were bound-in to the yarn structure, two-fold yarns were also used, both to improve evenness and for ‘twist shades’. So it is quite likely that at least one twisting frame of some sort would have been installed. Whether or not twisting (called ‘doubling’ in Lancashire and in Dewsbury) was included, some form of winding would definitely have been needed, to produce packages for the warping machine. This would most probably have been a simple split-drum cheese winder. The most probable place for these machines would have been level 2 of Mill A-B.
For anyone familiar with the woollen industry in other areas, it is remarkable how many of the manufacturing processes were carried out on this site, for such a relatively small-scale operation. Dyeing is an industry sector in itself, demanding extensive knowledge and expertise, yet it was included at Farfield. This again is related to the site and its distance from major textile centres. Having their own Dyehouse would allow the owners the flexibility of dyeing loose stock, prior to blending and carding, yarn in hank form for smaller quantities where a shade figured less prominently in a design, or in finished piece for solid-coloured fabrics. In most cases these would have been intermediate processes, involving transport from and back to the mill if they had been sub-contracted. Whilst processing could have started from dyed wool, this would have precluded any input towards the selection of raw materials, scouring and blending prior to dyeing, if further transport costs were not to be incurred.
Raw wool scouring is not shown in the drawing, though it is understood to have been undertaken at the mill. If this is true, it was most probably carried out manually as a batch process, possibly in the Dyehouse. Scouring machine setts, even of narrow width (such as the old J & W McNaught sett featured in the film Border Weave) would have a potential throughput many times that of the carding and spinning capacity installed here. Even commission scouring for other woollen mills in the area would not have kept it at work for much of the week. Although the width of the sett can be reduced, the length cannot and, with the dryer, the space requirements are considerable, even if (as was the case at Bradford Technical College) the sett is doubled-back on itself between the second and third bowls. For these reasons the writer is rather doubtful that there would have been a raw wool scouring sett at Farfield Mill, though it is not impossible.
Finishing routines for woollen goods were very variable. Q is the Tentering Room, where the scoured and milled fabric would have been dried and set to the required width. The piece might at some stage have gone to the Cropping Room G, to have projecting fibres trimmed to the same level. Quite a tricky process, cropping (also known as cutting) involved the use of a machine with a revolving cylinder of blades, as in a lawn mower. Indeed, Budding, who invented the latter, drew his inspiration from the cropping machine. Settings were very critical. In one case an old machine inspected by a Wira research officer had a Leeds bus ticket under the roller stand at one side and a Bradford ticket (slightly thicker) at the other! It is quite likely that other dry finishing processes such as raising, brushing and possibly steam blowing were carried out in this area or in the tentering room.
Raising (which produces the characteristic ‘fuzzy’ appearance on the surface of many woollen cloths) would have been expected to have been included, particularly as one of the known products was horse blankets, supplied to the Royal Family through three reigns (Lamb ibid p61). This often preceded the cropping process but some fabrics (such as tennis cloths with a cotton warp and woollen weft) were often raised before they were milled, shrinking more in the raising than in the milling. The process was traditionally carried out using ‘teasel gigs’ where actual teasels were set in a revolving frame over which the cloth was drawn. Later, the card wire raising machine, often referred to as a Moser (after the pioneer), was more generally used.
The installation (in Mill K) of knitting machines on this site would be considered very unusual in the major centres of the wool textile industry. But again it would give greater flexibility and a more diverse product range. It is understood that the main production was for knitted woollen caps, suggesting that some at least of the plant could have been garment machines. Generally, though major centres of the Knitting Industry existed in the East Midlands around Leicester and Nottingham, it was distributed throughout the UK to a much greater extent than other textile sectors. Many companies were small and, unlike weaving, no preparatory processes are involved so initial outlay and space requirements could be relatively modest. The systematic destruction of the knitting industry by a major retailer went largely unnoticed therefore, but was the main factor contributing to the demise of the writer’s industry sector of worsted spinning.
3. Materials Handling
Generous provision of storage areas is provided for on the site, particularly in the three-storey warehouse in Mill I. The location, as well as the inclusion of the packing shed, suggests that part at least of this was a finished goods warehouse. There would have been a raw materials store, which could have taken part of this building and/or the storage area at Level 3 in Mill A-B. A large part of the profitability of a textile manufacturing enterprise depended on buying raw materials at the right time and the right price, so the finished products (priced on replacement cost) were then sold when the market had risen.
There would certainly have been at least one room where blends were prepared, before dyeing and/or carding. Before the introduction of pneumatic blending machinery in the mid-twentieth century, blends were prepared by sprinkling the fibres in layers on the blending room floor, then taking vertically-directed handfuls to the opening machine (willey or fearnought) prior to the next process. The most likely site for this would have been on level 3 of A-B.
The “Shoddy Mfr Room” F might raise a smile but in fact this term refers to re-processing of waste, generated principally in carding. The waste would need to be sorted into qualities, for re-use in suitable blends as opportunity arose. Some of the waste might be heavily-contaminated with vegetable matter, which could be removed by carbonising (using acid) or by passing through an opener, as well as by the use of burr-crushers on the carding machine itself.
There would have been a fair bit of trailing about backwards and forwards (in all weathers) on this site, which would not be ideal, but such was the case in many traditional mills. It was inevitably more common in woollen processing, as finishing routines varied so much, but not confined to the woollen sector. When Jonathan Sutcliffe arrived as manager of the Globe Worsted spinning mill at Slaithwaite he found (as described to the writer) work travelling “up and down like a Yo-Yo!” Processes were re-arranged into a more logical sequence to produce, what many regarded as, a model mill.
4. Power Sources
There is a commonly-held view that the industrial revolution depended on the coming of steam power. Farfield Mill and many other surviving industrial sites refute that notion entirely. It is a source of extreme frustration to the writer, and to others serious about preserving artefacts of industrial history, to see how steam engines of every variety have been lovingly-preserved and have taken prime sites in industrial museums. This has in many cases prevented a logical arrangement of processing to tell a story of how products were made. Textile preparatory and spinning machinery has been particularly neglected and even when some has been saved from scrapping, it has either never been put on display or eventually scrapped anyway. The only textile machines which many of the general public know of are wood-framed hand looms! Here we see the use of water power both to turn waterwheels and to drive water turbines. Steam power came eventually to Farfield, but seems to have played a minor role in the development of the site.
The steam boiler would of course have been needed for dyeing and finishing processes, as well as for heating the premises in the colder months.
5. Conclusions
The drawing gives a very good insight to the buildings and their contents. It should form part of the discussion as to how the heritage of the mill is to be presented. A good start has been made by installing looms on level 1 of the main mill building, where the principal weaving department was located. It matters little that warping is on the level below where it was originally. The logical next step would be to look into the possibility of installing representative examples of carding and spinning machines on level 2.
(For more about Farfield Mill – past and present – take a look at their website.)
(Page created 06/01/22)